















Mansfield Brick: Raising the Bar in Plant Performance
The Mansfield Brick team is focused on raising the bar on operational efficiency, with a specific production capacity target of 30 million or more bricks a year in single-shift operation. Its dedicated team of maintenance engineers reviews the plant and equipment, making plans to meet the ambitious target accordingly.
Mansfield Brick, a producer of high-quality concrete brick products, has been in operation for over 90 years and excelled at producing products on its older press machines and with autoclave curing. When company growth required expanded facilities, Mansfield set its sights on having a top-notch operation with model efficiency, energy savings, and quality.
Mr. Dominic Delich, a native New Zealander who doesn’t believe in standing still, is the Director and General Manager of the Mansfield Sand Company Brick Division. With his dedicated management staff, Dominic leads his skilled and motivated team of employees to exceed annual production targets repeatedly.
Privately owned by David Abraham and family, the modern-day Mansfield Sand Company Ltd, which has been trading since the middle of the 19th century, is comprised of two operating divisions based in Mansfield, North Nottinghamshire, United Kingdom. Its production sites at Two Oaks Quarry and Crown Farm Brick Works operate under the ISO 9001 Quality System, from quarrying through to washing, grading, blending, and high-volume concrete product production.
The Mansfield Sand Division has been operating for more than 170 years. Recently, it moved to a new quarry development at Two Oaks, which gives it renewed life. Mansfield Sand is incredibly well known for its wide range of free-draining, silica sand products used in sporting arenas, such as football pitches, golf courses, and equestrian surfaces. It also produces one of the best asphalt sands in the midlands.
Mansfield’s Brick Division was formed in 1926 to produce calcium silicate bricks for the general building industry, adding a wide range of concrete products to their product line after considerable expansion in the early 1980s. The firm currently supplies many of the major builders’ merchants, buying groups, and independent suppliers, along with producing bespoke products to meet the needs of the industry.
To achieve optimal success, Mansfield Brick paid close attention to space and workflow requirements throughout the operation.
Lorry traffic flows smoothly from supplying raw materials to loading cubes of finished products. There is plenty of yard storage, allowing for safe and efficient lift truck flow. Inside the facility, a large elevated control center allows operators a clear view of the entire operation. In all, its employee facilities are second-to-none, using the latest technological equipment.
At the heart of the plant is a Columbia CPM60 concrete products machine, utilizing steel pallets (pallet size 700 X 1400 mm) and Columbia’s renowned vibration system to produce high-quality brick products. Housed in a generously sized acoustic sound room, operators can switch molds and products rapidly to optimize productivity. “Columbia has an excellent reputation in the UK for the equipment reliability, longevity, and their on-going support,” says Dominic, “We are completely satisfied with Columbia as a highly responsive, first-rate partner.”
The Brick Division prides itself on the quality of its products, innovative development, competitive pricing, and first-class service & technical support from its central base. During single shift operation, Mansfield’s Columbia CPM60 concrete product machine produces more than three million units a month, including standard products, coursing bricks, closure blocks, and infill slips for the beam and blocks flooring market. In short, Mansfield Brick is in a unique position to satisfy the requirements of the demanding United Kingdom building industry.
Using Columbia equipment, implemented in 2010, Mansfield Brick has been an industry leader for almost ten years with its state-of-the-art facilities and impressive production.
The Mansfield Brick team is focused on raising the bar on operational efficiency, with a specific production capacity target of 30 million or more bricks a year in single-shift operation. Its dedicated team of maintenance engineers reviews the plant and equipment, making plans to meet the ambitious target accordingly.
Varying moisture levels in raw materials were affecting the company’s ability to consistently achieve the optimal mix design, resulting in the delivery of wet batches of concrete into the plant. To address this, Conspare refurbished Mansfield’s planetary mixer by implementing new wear parts, restoring the vent filter to control dust on the mixer platform, and installing Matrox chute liners and two belt scrapers. Conspare serviced the existing mixer washout system to keep its pan clean, and Mansfield commissioned a Hydronix HydroControl automatic moisture control system to control the mixer sensor. Overall, the services provided by Conspare hugely improved Mansfield’s operation. Hydronix HydroControl’s latest winning selection immediately provided consistent quality concrete to the operation.
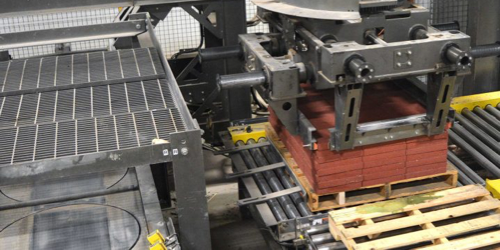
Mansfield visitors are always impressed by its heavy-duty Columbia PTS system, which feeds the sturdy curing chamber.
Dominic notes, “Our CDS Envirocure system controls humidity and temperature precisely with efficient airflow, eliminating condensation and color variation. Energy efficiency is very important to us in the plant. We utilize high-efficiency electric systems and value the energy-efficient, single atmosphere curing system.”
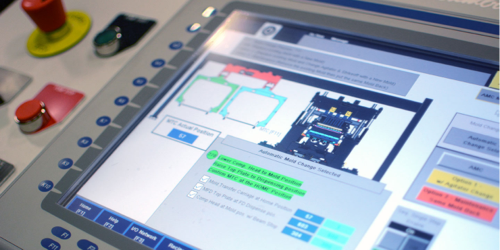
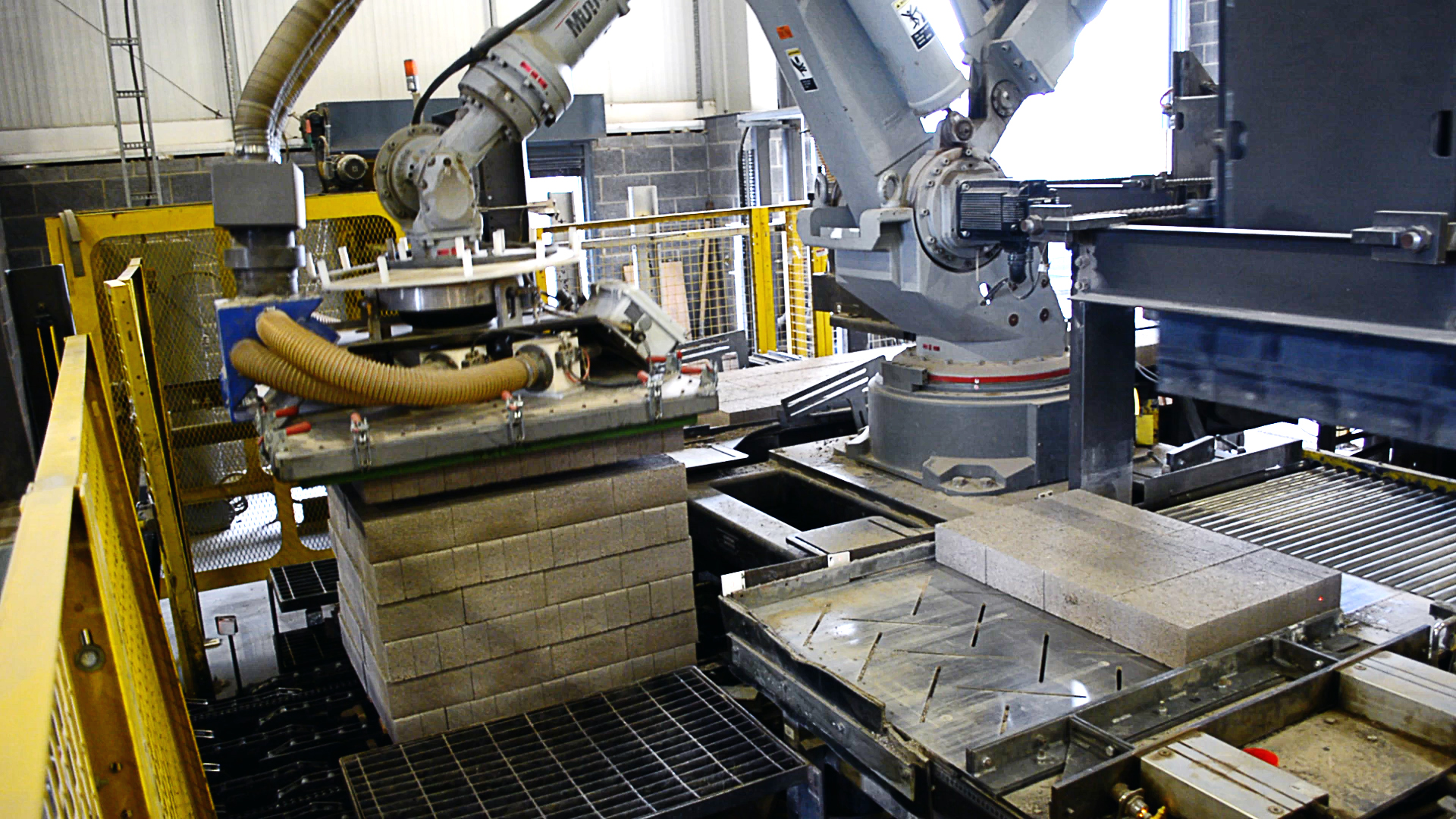
When cubing finished products, Mansfield uses Columbia robotics. Stephen Wilson, Columbia Machine’s UK-based sales representative, explains, “The vacuum end effector provides ultimate cubing flexibility. A simple, dedicated vacuum head is used for each product. We select a product recipe stored in our CommandView system, and product change could not be easier. Only the robotic cuber can provide this level of flexibility.” Similarly, Mansfield uses Columbia robots for pallet buffering and storage, which allows for optimized wet and dry side productivity.
The CommandView supervisory system allows the plant operator to quickly see how a plant is operating, troubleshoot, and correct any line stoppages. With remote access from Columbia Vancouver or its service team in the UK, Mansfield receives 24/7 supported coverage.
Written for the Columbia Machine, Inc. Feed Drawer Publication, 2020.